Yarn | Thread | Definition of Yarn | What is Yarn | Difference between yarn and thread
The thin strands made from fibre is called yarn. Spinning is the process of making yarn. Yarn is further weaved to make fabric.
Yarn is a long continuous length of interlocked fibres, suitable for use in the production of textiles, sewing, crocheting, knitting, weaving, embroidery, or ropemaking. Thread is a type of yarn intended for sewing by hand or machine.
Yarn is an assemblage of fibres twisted or laid together to form continuous strand suitable. Yarn can be an assembly of substantial length of fibres or filaments with or without twist. They occur in the following form:
- Number of fibres twisted together
- Number of filaments laid together without twist (zero twist yarn)
- Number of filaments laid together with a degree of twist.
- Single filament with or without twist (monofilament)
- A narrow strip of material such as paper, plastic film or metal foil with or without twist intended for use in a textile construction.
5F Formula of Textiles | Life Story of Yarn
Yarn refers to a length of fibers that are used to make fabrics. Wool, on the other hand, is a textile fiber that originates from animals. The most common source of wool is the fleece of sheep. Wool is actually a type of yarn that is mostly used for knitting.
What is Thread
Thread is type of yarn intended for sewing by hand or machine. A thread is three or more yarns tightly twisted, dyed and finished to fit into the eye of needle or to be hand knotted, crocheted etc.
Yarn can be made from such a variety of different fibres. This includes both natural and synthetic fibres. The most common plant fibre is cotton, however, you can also use other natural fibres such as bamboo. Alongside cotton, the synthetic polyester fibre makes up the two most commonly used fibres. Animal fibres are also often used, such as wool, harvested from sheep, as well as cashmere (harvested from goats) Angora (from rabbits) and silk (from insect larvae).
Yarn can consist of staple fibres, filaments or combination of the two. Filament merely need grouping in order to produce thickness of yarn. Grouping of filaments is achieved by twisting them together. Staple fibres have to be twisted to make them adhere into a continuous length of yarn. The action of twisting, forces the fibre surfaces into contact with each other setting up friction between them which enables them to withstand tension. In this way a continuous length o yarn can be made even from short fibres. The type of yarn exerts a strong influence on the texture and appearance of the fabric. In general filament yarns are thin, smooth and lustrous and staple fibre are thicker, fibrous and non-lustrous.
Type of Yarns
1. Staple Spun Yarn
They are made from staple fibres – cotton or wool or manufactured fibres cut into short lengths. It is an uneven weak yarn with poor lustre and durability. Staple spun yarns have good elasticity, resiliency and absorbency.
Staple spun yarns mainly used for apparel and furnishing.
2. Monofilament Yarn
Monofilaments are simply single filament of synthetic fibres that are strong enough to be useful without being twisted with other filaments into a yarn. They are fine and strong with good lustre and durability but are inelastic in nature with poor resiliency and absorbency.
Monofilament yarns are primarily used for hosiery and invisible sewing thread.
3. Multi-filament Yarn
Multifilament yarn is made from two or more filaments of a manufactured fibre. It is an even strong yarn with good lustre and durability. It has medium elasticity and resiliency and is slightly absorbent.
It is Primarily used for evening wear and lingerie.
Influence of Fibre Geometry in Yarn
The fibers geometry highly influences the heat and mass transfer through textile clothing.It was found that the size of the surface area has an impact on process of processing fibres, determines the penetration of gases or liquids, sorption and diffusion in the fibres.The packing density is characteristics expressing mutual arrangements of fibers in yarns. It is one of basic characteristics of structure, which is necessary for computation of inter-fiber contacts density, yarns porosity and pores size, yarns diameter, yarns compressibility, etc.Packing density is suitable for internal structure comparison of yarn produced from different raw material or by different technologies.Cross-sections has been used for yarn packing density and porosity evaluation.In this work the geometrical characteristics and porosity of yarn are described. Porosity defined as effective pores diameter is better for expression of air gaps size. Yarn porosity has often only minor influence on transport properties of textiles. On the other hand, it can be necessary to investigate porosity for specific purposes as wicking, wetting etc.
Packing of fibres in yarn: Assumptions-
- There is zero or no twist in the yarn
- Fibre is circular in cross section
Type of packing: Helix model postulated two types of packing of fibres in yarn
- Open or circular packing
- Close packing or polygonal
1) Open or circular packing: Following points we should keep on mind-
- Fibres follow on concentric circles over a central fibre in a number of layers.
- The first layer consists of a single fibre
- Second layer has 6 fibres all of them touching each other as well as central fibre.
- The third layer is formed by fibres touching the circle that contains the second layer of fibres.
- Build up of layers one over other proceeds in this manner.
- Open packing gives a circular yarn with air spaces between layers from 2nd layer onwards.
- Packing density of open packing is around 0.76
Radius of yarn:
R=(2n-1)rf
Where,R=Radius of yarn , n=No. of layers and rf =Radius of fibre
2)Hexagonal close packing–
- Close packing gives a hexagonal outline with all fibres touching each other.This is closest possible arrangement which can not be compressed.
- Distance between the center of the yarn and center of nth layer at corner; a=√3(n-1)rf
- No. of fibres in the nth layer=6(n-1)
- Total no. of fibres in n layer
N= Ʃ6(n-1)+1
N= 6Ʃn-6 Ʃ1+1
N=6n(n+1)/2-6n+1
N=3n2-3n+1
Packing Coefficient in Hexagonal closed packing:
Here, a= Spacing between the fibres
d=diameter of fibre
Area of hexagon = 6*R/2*R*Sin2α=3R2Sin60
= 3√3R2/2, R=a+d
= 3√3(a+d)2/2
Area occupied by the fibre = πd2/4+6*1/3*πd2/4
= 3πd2/4
Packing coefficient(K) = Area occupied by the fibre/Area occupied by the yarn = 3πd2/4/3√3(a+d)2/2
K=πd2/2√3(a+d)2
a) If a=0, K=0.907(Maximum Packing coefficient)
b) If a=d/2,K=0.405
c) If a=d,K=0.227
Influence of Fibre Configuration in Yarn
The fibres which are arranged in a highly parallel configuration give smooth surface as opposed to fibres arranged in a less parallel or random.
Influence of Fibre Orientation in Yarn
More parallel fibres contribute better to the strength of yarn as there will be less fibre entanglements and disorientation of fibres in the yarn.As the fibres are more parallel, further drafting in post comber drawing, fly frame and ring frame will introduce less unevenness.
Parallelization is a side-effect which is not always an advantage. The high degree of parallelization might reduce inter-fiber adhesion in the sliver to such an extent that the fibers slide apart, e.g. while being pulled out of the can – i.e., sliver breaks or false drafts might be caused.In the combing process, the short fibres are removed and the remaining longer fibres are brought to more parallel arrangement which provides more uniform appearance for the fabric as the hairs are reduced to significant level.
Natural fibre reinforced plant structures are widely used in nature. These plant structures combine light weight with superior mechanical properties. The fibre orientations in plants are optimized to the occurring forces, especially to the bending of plants by wind forces.
Fibre Packing Density of Yarn
Density of yarn is limited to density of fibre of which it is composed.Maximum value is known as packing coefficient and this limit is decided by amount of twist.
Packing coefficient(Pc) = Yarn Density/Fibre Density
=BD /FD
=1/Vy/1/Vf
=Vf/Vy
Value of P is less than 1.
Specific volume: Reciprocal of volumetric density and unit is cm3/gm(Metric) or inch3/lbs(English).
If Vf = Specific volume of fibre and Vy = Specific volume of yarn
Vf=1/FD and Vy=1/BD
Air space or porosity:
Total volume of yarn = Volume of fibre+Volume of air
Volume of air = Total volume of yarn-Volume of fibre
=Vy-Vf
Partially airspace=(Vy-Vf)/Vy
Porosity=1-(Vf/Vy)=1-Pc
Yarn Diameter
Let N(Ne) is the count of yarn whose diameter is to be find
Then
840*N yards yarn weight=1 lbs
840*N*36 inch yarn weight=1 lbs
In order to derive expression of yarn diameter,consider the yarn of circular cross section.
Let De=density of yarn in lb/inch3,
d=diameter in inches,
Dm=density of yarn in gm/cm3.
Volume of yarn cylinder(inch3) = π*d2*l/4
Weight of yarn cylinder(lb) = (π*d2*l/4)*De (Mass=Volume*Density)
1 = (πd2/4)*(yds/lb)*36*De = (πd2/4)*(yds/lb)*36*0.0361*Dm d2 = 0.980/(yds*Dm/lb)
d = 0.990/√(yds/lb)*(1/v) (Dm=1/v) =0.990√v/(yds/lbs)
Diameter(d) = 0.990√specific volume/(yds/lb)Inch
Also from above
Specific volume(c)=1.02*yds/lb*d2 Cm3/gm
Other measurement Diameter:
a) Pierce Formula:
1)Let Yarn is N Tex and Ne is English count.
Weight of N gram yarn length is=105 Cm
(Tex is wt in gm of 1000m length of yarn, so length=1000*100 Cm=105 Cm)
Weight of 1 gram yarn length is=105/N Cm
Now Volume(V)=πd2l/4
Then specific volume=(πd2/4)*105/N of 1 gm yarn
For cotton,yarn specific volume is 1.1 cm3/gm.
So,
1.1=(πd2/4)*105/N of 1 gm yarn
d2=1.1*N*4/105*π
d =√1.1*4*N/105*π =√1.1*4*590.5/105*π*Ne (English count(Ne)=590.5/N(Tex))
d(Inch)=1/28√Ne Inch
2) Grosbergs Formula: When d = yarn diameter, ey = yarn density, ef=fibre density
and
K= packing coefficient
Tex=πd2/4*105 *ey
We know d2 = 1.1*N*4/105*π or d2 = N*4/105*π*ey (N=Tex and v=1/ey) d=√(4*Tex/105*π*ey )
d=3.57*10-3√Tex/ey Cm
d=3.57*10-3√Tex/K*ef Cm (eY=ef*K ,where K=packing coefficient)
For yarn in fabric mean value of K=0.65
Then diameter:
d=3.57*10-3√Tex/(ef*0.65)
d=4.44*10-3√(Tex/ef ) Cm (Grosbergs Formula)
Density of different Types of fibres–
| FIBRE | DENSITY(gm/cm3) |
| Polypropylene | 0.92 |
| Nylon | 1.14 |
| Acrylic | 1.17 |
| Spandex | 1.21 |
| Silk | 1.25 |
| Wool | 1.32 |
| Acetate | 1.32 |
| Polyester | 1.38 |
| Linen | 1.50 |
| Jute | 1.52 |
| Hemp | 1.52 |
| Flax | 1.52 |
| Viscose | 1.52 |
| Cotton | 1.54 |
| Asbestos | 2.50 |
| Glass | 2.54 |
Helical Arrangement of Fibres in Yarns
Amount of Twist: The amount of twist in a yarn is denoted by number of turns or twist per unit length in a twisted condition. It is expressed in no. of twist per inch or no. of twist per meter. To decide amount of twist required to constituent yarn a mathematical expression is derived as under:

If R = Yarn radius,
r =Radius of cylinder containing the helical path of a perticulur fibre
T = Yarn twist(Turns per unit length)
h = Length of turn
α = Surface twist angle
Ө = Helix angle of twist at radius r
l = Length of one turn of twist at r
L= Length of fibre in one turn of twist at radius R
D = Dia of yarn
Here, h=1/T
From figure,
l2=h2+4πr2
Similarily, L2=h2+4πR2
and
tanӨ = 2πr/h, tan α = 2πr/h
Now, tanӨ/tanα=r/R, Or tanӨ=r/R*tanα
Now SecӨ=l/L
l = L secӨ
l = h√ 1+tan2 Ө
l=h√ 1+(r/R)2tan2 α
Twist factor(Twist multiplier): This is very useful in the spinning due to-
- It is like surface twist angle,it governs the yarn characteristics
- It is used to workout the twist of yarn.
TM=TPI/√Ne and TM=TPC√Tex
Where, TPI = Twist per cm and TPI = Twist per inch
Relationship b/w twist angle,twist factor and specific volume:
Tanα = 0.0112Vy2TM
Where, Vy = Specific volume of yarn(cm3/gm)
Volume of unit length of idealised yarn = πR2
Measurement of twist: There are following methods to measures the twist-
- Straightened fibre Method
- By Microscope
- Twist contraction method
- Twist to break test method.
- By Take up twist Method
Straightened fibre Method: In a yarn twist is inserted by relative rotation of its two ends.A method of measuring the twist is to reverse the above process and count the turns required to untwist the fibres until they are again parallel.
One Inch Twist Tester: An instrument based on straightened fibre method has a fixed length of 1 inch yarn between its two jaws.There may be two types of instruments-
- One having two scales,One main scale and another a vertical scale engraved on the handle element through which yarn is given rotation for untwisting.
- The another arrangement may be digital counter which gives direct rotation of no. of twist in the specimen 1 inch length.
Yarn Contraction
Twist contraction(Cy): The yarn contains fibers which remain in extended state individually. By twisting, the yarn along with fibers is contracted and its mass per unit length increases. Again by de-twisting, the filament of yarn gets extended.
For staple fiber yarn, this phenomenon is called contraction and for filament yarn, this is called twist retraction.
Cy = Mean untwisted length/Twisted length = l/h
Twist retraction(Ry):
Ry=(Mean untwisted length-Twisted yarn length)/Twisted yarn length=(l-h)/h
From Above
Cy=1/(1-Ry),
l=h(1+Sec α)/2
Cy=(1+Sec α)/2
Ry=tan2 (α/2)
Fibre Migration in Yarns
1. Introduction
The term fibre migration is used to describe the relative movement of a fibre with respect to neighbouring fibres during the process of twist insertion into the fibre assembly and the ultimate position of the fibre in the final yarn structure. Fibre migration occurs during spinning both in staple and filaments yarns. The outer fibres tend to move toward center of low tension zone and the centre fibres try to move outside. This displacement of fibres during spinning is called fibre migration.Migration of fibres affects on many properties of yarn. Mainly it affects yarn strength and elongation.
2. Definition of Fibre Migration
Displacement of fibre during spinning is called fibre migration in both staple as well as filament.The centre side fibres trie to move surface side of the yarn i.e. from low tension to high tension and surface i.e. outer fibres trie to move core side i.e centre side(from high to low tension). The change in distance of a fibre or filament from the axis of a yarn during production is called fibre migration.
If fibres migrate more then strength of yarn is increased and yarn elongation will be reduced. The fibre properties include length, degree of elasticity, stiffness and fineness. Short, coarse and stiffer fibres move out of the core towards the sheath, while long, fine and flexible fibres move towards the core. Strongly crimped fibres are also found predominantly in the sheath. In blends of fibres with substantially different processing characteristics, preferential radial migration occurs; one component of the blend is found primarily in the core and the other component mostly near the surface. Fibre migration is caused largely by the existence of varying fibre tensions at the point where the strand is twisted.
Fibres at high tension try to relieve their tensions by migrating to the core. Relatively slack ones are displaced outwards. In ring spinning, the fibre tensions are generated in the delta zone where the fibres leave the nip of the front drafting rollers and pass into the twisted yarn.

3. Factors Affecting On-Fibre Migration
- Fibre staple length (Higher the fibre staple length higher will be migration).
- Yarn tension (If the yarn is under tension, the fibres in yarn will migrate more).
- Mode of spinning (In ring spinning fibre migration is more whereas in rotor yarn, the strength of yarn is 15-20% less than that of ring yarn. So here fibre migration is very less).
4. Effect of Fibre Migration on Yarn Properties
- Yarn strength increases as fibre migration increases.
- As the migration increases,elongation of yarn decreases
- If yarn tension is under tension,then migration is more
- In ring spinning migration is more than other spg.
- If fibre staple length is higher,migration is more.
Spun Yarn
Spun yarns are produced principally on the semi-worsted or woollen systems, although the worsted system is used for some fine yarns destined to be woven on face-to-face machinery. Spun yarns are long continuous length of interlocked fibers, suitable for use in the production of textiles, sewing, crocheting, knitting, weaving, embroidery, and rope making. Thread is a type of spun yarn intended for sewing by hand or machine. Spun yarns can be made from a number of natural or synthetic fibers. Cotton and polyester are the most commonly spun fibers in the world. Cotton is grown throughout the world, harvested, ginned, and prepared for yarn spinning. Polyester is extruded from polymers derived from natural gas and oil. Other commonly used synthetic fibers are nylon and acrylic. Animal fibers include wool and silk. Rayon fibers are produced from wood pulp.
Spun yarn is made by twisting staple fibers together to make a cohesive thread. Spun yarns may contain a single type of fibre, or be a blend of various types. Combining synthetic fibers with natural fibers is very common. The most widely used blends are cotton-polyester and wool-acrylic fibre blends. Blends of different natural fibers are common too. Yarn is selected for different textiles based on the characteristics of the fibers, such as warmth (wool), light weight (cotton or rayon), durability (nylon), or softness (cashmere).
Yarn Twist and its Relation to Yarn Strength
Twist of yarn: Twist is the measure of the spiral turns given to yarn in order to hold the fibres or threads together.Twist is necessary to give a yarn coherence and strength.Twist is primarily instructed in to a staple yarn in order to hold the constituent fibres together,thus giving strength to the yarn.The effect of twist are twofold:
- As the twist increases,the lateral force holding the fibre together is increased so that more of fibres are contributed to the over all strength of the yarn.
- As the twist increases,the angle that the fibres make with the yarn axis increases,so preventing them from developing their maximum strength which occurs when they are oriented in the direction of the applied force.
Direction of twist:
- S-Direction-A single yarn has ˊˊSˊˊ twist if,when it is held in the vertical position,the fibre inclined to the axis of the yarn conform in the direction of slope to the central portion of the letter S.
- Z-Direction-A single yarn has ˊˊZˊˊ twist if,when it is held in the vertical position ,the fibres inclined to the axis of the yarn conform in direction of slope to the central portion of the letter Z.
Classification of Twist Amount:
- Zero Twist: This only exists in raw reeled silk(filament)yarn where the silk gum can hold the filament together
- Very low Twist: 1 to 2 turns per centimeters or 3 to 5 per inch.
- Napping Twist: Napping twist in spun yarns produce lofty yarns.They are 6-8 turns inch inch.
- Medium Twist: 8 to 10 turns per centimeters.
- Voil Twist(Hard twist): 12 to 17 turns per centimeters.
- Crepe Twist: 17 to 30 turns per centimeters.
Twist effects on Yarn and Fabric properties:
a) Handle:
- As the twist level in a yarn is increased it becomes more compact because the fibres are held more tightly together,so giving a harder feel to the yarn.
- Because of decrease in diameter of yarn,its covering power is reduced.
- A fabric made from a high twist yarn will therefore feel harder and will also be thinner.
- A fabric produced from a low twist yarn will have a soft handle but at the same time weakness resulting in pilling and low abrasion resistance of fabric.
b) Moisture absorption:
- High twist holds the fibre tight thus restricting water to enter
- Such a high twist yarn is used where a high degree of water repellency is required and
- Low twist yarn is used where water absorbency is required.
c) Wearing properties:
- With an increase in twist level wearing properties(abrasion and pilling) are improved.
- High level of twist helps to resist abrasion as the fibres can not easily pulled out of the yarn
- The same effect also helps to prevent pilling(which results from the entanglement of the protruding fibres)
d) Aesthetic effects:
- The level of twist in the yarn alter its appearance(thickness)
- Stripe can be produced by different twist level yarn
- Level of twist can also be used to enhance a twill effect
e) Faults:
- Yarn can change its diameter and other properties(such as absorption) due to level of twist.
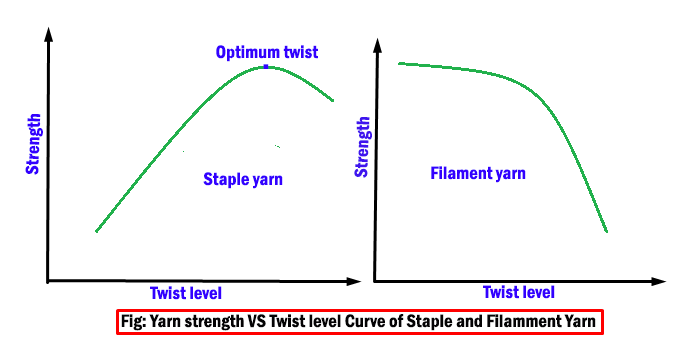
Yarn strength: Yarn tensile strength increases in staple fiber yarns as twist increases up a certain twist level known as ‘optimum twist’. Beyond this point, the strength of the yarn begins to decrease. On the other hand, filament yarns are stronger untwisted, and the strength decreases as twist increases.
Relationship Between Single Yarn Twist and Folded Yarn Twist
Balance of twist:For a yarn to show good balance, the ply twist must be in the opposite direction to the single twist (S/Z). The twist balance can be achieved by the selection of proper ply twist to contract the single twist and it should be effective over a wide range of humidities and types of processing.
D/S ratio-The D/S ratios (D = doubled yarn twist; S= single yarn twist) for various yarn are given below.
- For OE cotton yarn: 0.64
- For ring cotton yarn: 0.72
- For ring polyester/cotton yarn: 0.78
- For ring polyester/viscose yarn: 0.97
Average D/S ratio of cotton ring yarns is about 0.7, which corresponds to that normally expected value for good balancing.Here yarn is transferred to a cone, then two ends yarns are combined (Doubled) and wound on a cone without twisting. Then the yarn is supplied to twister machine where the twist is applied in such a way that one revolution of rotating disc inserts two round of twist. The twisted yarn is then wound on a cone.Resultant count of component thread
- Count: 1/N = 1/N1+1/N2 (N = Resultant counts, N1, N2= of same count yarn)
- TPI of doubled yarn = TPI of single yarn (60-70%)
Example: 2/60s Ne ,2/40s Ne , 2/80s Ne count etc.
Final yarn count =Single yarn count/No.of doublings.