Table of Contents
Objects of Winding Process
Removing objectionable faults.
To transfer yarn from one package to another suitable packages ,this can be conveniently used for weaving purposes.
To remove yarn faults like hairiness,neps,slubs of foreign matters.
To clean yarn.
To improve quality of yarn
To get suitable package
To store the yarn
Principle of Winding
Winding is the process of transferring yarns from ring,bobbin,hank etc in to a suitable package.It may be electrical or mechanical.he main purpose of the winder is to rewind spools from a wire or spinning frame into larger objects. Winder in the winding at the same time, you can clear the yarn and wire impurities or defects, improve the work flow after the procedure of production and equipment productivity.
Warp: Cone, cheese, flanged bobbin.
Weft: Pirn ,Cop.Objects of Winding
- Removing objectionable faults.
- To transfer yarn from one package to another suitable packages,this can be conveniently used for weaving purposes.
- To remove yarn faults like hairiness, neps, slubs of foreign matters.
- To clean yarn.
- To improve quality of yarn
- To get suitable package
- To store the yarn
Requirements of Winding
- Minimum faults:During winding always should be observed if yarn fault become less(To minimize the yarn faults).
- No damage of yarn: There is a dame of yarn i.e. the yarn must not be damaged in any way in the winding process.
- Easy unwinding: Yarn to be wound so that it can be unwound easily.
- Suitable size and shape of the package: Size and shape should be proper.
- Economical condition: The package size should be controlled the particular economic requirements.
- Avoid excess loosened and tightness: Should be taken care.
- Cheap cost of package: The package should be cheap.Above all the process must be profitable.

Important Terms of Winding
The dimension of typical ring bobbin of cotton yarn can measure 180 to 360 mm in length and be up to 72 mm in diameter containing 2000 4000 m of yarn weighting about 80 to 120 gm. On the other hand a cone can be 90 to 150 mm height with a base diameter of nearly 300 mm and conicity varying from 4.20 degree to as high as 11 degree carrying about 2 to 3 kg of yarn of 50 to 100 km length.
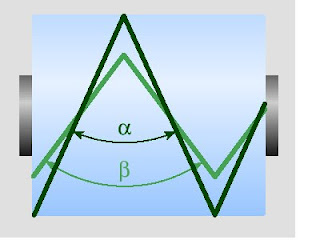
Wind Angle | Winding Angle
It is the angle at which the yarn cross each other on a wound package. WIND ANGLE IS THE HALF OF THE ANGLE AT WHICH YARNS CROSS EACH OTHER ON A WOUND PACKAGE.Smaller the crossing angle denser will be package. The angle theta(ө) between the inclined yarn on the package and a plane perpendicular to the bobbin axis is called wind angle.
Coil Angle
The coil angle Ǿ ,is the angle between the direction of yarn on the package and the direction of the traverse length.
Therefore, ө+Ǿ=900, throughout the remaining sections, the coil angle will be used in preference to the wind angle.
Tane
tanө = Vts/2πrNb
Where, Vts = the traverse speed(m/min)
r = radius (m)of layer being wound
Nb = bobbin rotational speed(rpm)
Winding Speed
The winding speed of the yarn is the resultant speed of the bobbin surface and traverse speeds. It can be calculated from:
V=√(Vbs)2+(Vts)2
Where Vbs and Vts are bobbin surface and traverse speeds.
Vbs =2πrNb and Vts =2LNt
L= Traverse length,
Nt =traverse frequency
Winding speed is also given by: Vbs=V CosecǾ
Traverse Ratio
Number of yarn coils wound per complete traverse cycle. It is twice the wind. Traverse ratio=2*wind
Traverse Ratio | Winding Ratio | Wind
It is the number of coils of yarn per traverse of yarn from one extreme ends of the package to another extreme end of the package. More the number of coils per revolution more is the density. Increasing the distance between the threads of a layer decreases the density but increases the package stability.
Package Stability
Package stability comes from the tendency of wound yarn on the package. If the yarn layers hold properly on the package, the package will remain stable in subsequent processes.For example, in a typical case of precision winding machines the wind angle reduce with increase in package diameter. Consequently the packages becomes a little bit harder outside layer and package stability reduces.The following factors also affect the package stability:
- The wind angle can usually be varied between 30-50 degree. The larger the wind angle, lower the density and greater the softness of package.
- The wing angle mainly affects the package density and unwinding performance of the package.
- The wind angle mainly 40 degree is suitable for cones.
- The wind angle varies 33-36 degree for cylindrical package.
- The wind angle 40-45 degree is appropriate for packages dedicated for package dyeing .
- In case of latest high temperature high pressure (HTHP) dyeing machines dyeing can be carried out even at 30-35 degree wind angle packages.
- The package density depends not only upon wind angle but also on winding tension.The winding tension depends upon:
- The contact pressure of the package on the winding drum.
- The yarn fineness(finer yarns gives higher density).
Different Types of Winding Package
- Parallel wound package:
a) warp yarn,
b) weavers yarn - Near parallel wound package:
a) pirn,
b) cop,
c) flanged bobbin - Cross wound package:
a)cone,
b)cheese,
c)spool.
1. Parallel Wound Package | Parallel Winding
This comprises threads laid parallel to one another as in a warp beam. It is necessary to have a flanged package or beam;otherwise the package would not be stable and would collapse. There is no necessity of traversing.
Advantages of Parallel Wound Package
- Many yarn can be wound at a time.
- No need of traversing mechanism.
- Side withdrawal is possible.
- The density of yarn is more.
- No change of number of turns per inch.
Disadvantages of Parallel Wound Package
- Two sides of the package need flanged.
- For yarn unwinding need separate mechanism.
- Can not be over withdrawal.
2. Near Parallel Wound Package
This package comprises one or more threads which are laid very nearly parallel to the layers already existing on the package.

Advantages of Near Parallel Wound Package
- No need of flanged
- Can be side withdrawal
- No change of number of yarn turns per inch during winding.
Disadvatages of Near Parallel Wound Package
- Need of traversing mechanism.
- Can not be over withdrawal.
3. Cross Wound Package
This type usually consists of a single thread which is laid on the package at an appreciable helix angle so that the layers cross one another to give stability.
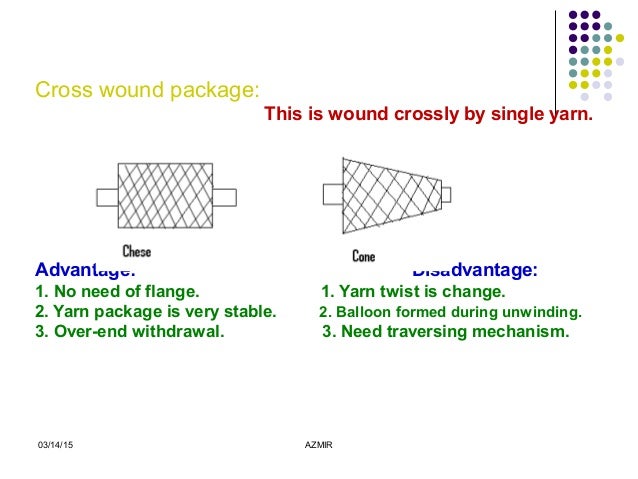
Advantages of Cross Wound Packages
- No need of flanged
- Can be over withdrawal
- Yarn package is stable.
Disadvantages of Cross Wound Packages
- Number of yarn turns per inch is changed in this method.
- Quality of yarn is less.
- Need of traversing mechanism.
Packages used for winding
Cotton: cone, cheese, bobbin, pirn.
Jute: cop,spool.
Classification of Winding Methods
The winding strategy can be classified in to two classes:
- Precision winding
- Random or Drum winding
A package may be rotated by either of two methods ,namely
- By mounting the package directly on a rotating spindle,commonly termed as spindle drive or precision winding.
- By pressing the package on to a rotating drum,commonly termed as Surface drive or Drum winding.
1. Precision Winding
In precision winding the package is mounted on a spindle as in figure which is driven with the help of an individual motor or machine shaft and yarn is displaced with the help of a guide or propeller blades(yarn laying system with counter rotating blades).There is zero uncontrolled displacement of the yarn;therefore it is called precision winding.These machines are equipped with electronic or digital yarn tension control devices which vary the tension as the diameter of the package increases,so that layer to layer density remains constant.Each drum is driven through an individual motor which in combination with a micro computer controlled meter,results in to more flexibility of operations.The machine productivity is high due to high running speeds and lesser number of operations is required to run the same number of machines.
Major Features of Precision Winding
- The yarn guides are used for yarn displacement the winding angle does not remains the same and decreases slightly with the increase in package diameter.
- There is no ribbon formation.
- Hard edges formation do not occur at the ends.
- Layer to layer density is very uniform throughout of the package.
- The machine speed is high
- Cost of the machine is medium to high.
- The number of coils per turn of the package remains same as the diameter of the package increases because the number of displacement remains constant per rotation of the package & wind angle decreases.

Figure (a) is for drum winding and figure (b) is for precision winding.
2. Random | Drum Winding
Random winding machines are convention winding machines.In drum winding machines a groomed drum performs as both the driving as well as the traversing function.The package gets drive indirectly by surface contact with grooved drum that called as friction drive.
Machine Description: The supply package ,generally the ring frame bobbin (R/F Bobbin) is mounted on bobbin holder automatically or manually in creel section of machine depending on the machine generation. A conventional self adjusting balloon control ring is mounted over R/F bobbin to maintain the balloon height uniform throughout the unwinding of yarn from bobbin. The yarn is then passes through a tensioner which is essential to check the strength of yarn and to maintain the package the package density to a prescribed level. Tensioning device is followed by mechanical or electronic type (optical or capacitance based) yarn clearing system to prevent the passage of thick places ahead on final package.Then yarn passes through a yarn sensing system attached with thread stop motion to lift the package from drum surface in case of broken thread. Finally the yarn is wound on package as per winding scroll of winding drum. Package is mounted over grooved winding drum with the help of cradle equipped with suitable bearing to achieve a smooth trouble and vibration free movement of package for a long time.
The main characteristics of drum winding are given below:
- Winding angle: Since grooved drum is used for winding the winding angle remains constant through the process .
- Wind: The number of coils per turn of the package decreases as the diameter of the package increases;consequently the package remains softer at the outer layers.
- Ribbon formation: Ribbon formation may occur at certain points within the package when diameter of package reaches to a certain ratio to drum diameter.
- The package stability is good.
- Layer to layer density is not uniform throughout the package.
- Hard edges formation may occur at the yarn turning at the extreme ends of the drum.
- Machine speed: The machine speed can not be very high.Because it is very difficult to maintain good density can not be very high .because it is very difficult to maintain good density profile at high speeds on random winding machines.
- Principally the cost of machine is low.
A drum winding must have the following things:
- Traverse of the package
- Ribbon breaking or anti-patterning device
- Weight release mechanism
- Hard edges formation
- Length measuring device
- Tension management
- Balloon breakers
- Winding speed
Comparison between Precision Winding and Drum Winding
| Sr.No. | Drum winding | Precision winding |
| 1 | The drum rotates at constant rpm;hence its surface speed is constant. | The package rotates by spindle at constant rpm;hence its surface speed increases as package diameter increases. |
| 2 | Yarns of smooth and delicate surface should not be wound on a surface driven machines as the unavoidable slippage between the drum and the layers of the yarn would not only damage the yarn surface but also disturb the winding process leading to defective packages. | Yarns of smooth and delicate surface can be wound safely on precision winding because the possibility of slippage and friction is zero in this process. |
| 3 | When package diameter increases,the surface speed of the package remains constant hence yarn tension will also remain constant. | The package diameter keeps on increasing ,the surface speed would also rise leading to a rise in winding speed and hence in yarn tension. |
| 4 | There is no need to restrict the package diameter or gradual reduction in package rpm with increase in the package diameter.The bigger size of the package can be produced . | The problem of increasing yarn tension can be circumvented by either restricting the maximum package diameter to a moderately low value or by designing a closed loop system that would ensure a smooth and gradual reduction in package rpm with increase in the package diameter.The latter solution is expensive whereas the form may prove uneconomical. |
| 5 | Since grooved drum is used for winding the wind angle remains constant through the process. | As the package RPM and traverse ratio remains constant ,wind angle diminishes as the package diameter increases. |
| 6 | The number of coils per turn of the package decreases as the diameter of the package increases; consequently the package remains softer at the outer layer. | The no. of coils per turn of the package remains constant as the diameter of the package increases . |
| 7 | Ribbon formation may occur at certain points within the package when diameter of the package reaches to a certain ratio to drum diameter. | Possibility of ribbon formation is negligible because traverse guide movement is controlled separately. |
| 8 | The no. of crossing between yarns of two adjacent layers would keep on diminishing. | The number of crossings between yarns of two adjacent layer would remain constant. |
Patterning Mechanism
When a number of coils are wrapped without any traverse on winding package, a convex belt is formed on package where package density remains significantly higher than rest of the package is called ribbon or pattern. This tendency is called as ribbon formation. Ribboning or patterning leads to;
- Heterogeneous yarn dyeing due to uneven package density in case of yarn dyeing
- Poor unwinding and slough-off of the the package
- End-breakage in warping and weaving
- Needle damage in knitting
Mechanism to avoid ribbon formation or patterning: The grooved drum ,the major part of drum winding unit is dedicated to traverse and wind the yarn to the package.Grooved drum winders are very much prone to ribboning.

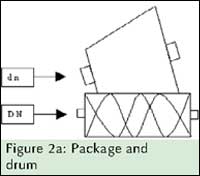
Condition of ribbon formation: Suppose a grooved drum revolves at rpm N1 and makes x revolutions per double traverse of the effective winding points. The package revolves at N2 rpm. The diameter of drum and package are D1 and D2 respectively. Neglecting slippage between the package and the drum, the surface speed of both the drum and package should be equal, i.e.
πD1N1 = πD2N2
D1/D2=N2/N1
Or
N2=D1*N1/D2
Continuous winding of yarn on package leads to change different phases as different layers added one by one on package surface.This phase change occur as each layer is added and it can be represented as follows:
Ǿ =πD-mλ
The diameter of the package D is variable, λ is yarn traverse,which is fixed and m is an integer.The ribboning or patterning occurs when fie reaches zero. Few selected anti-patterning mechanism of different winding machine manufacturers are as follows:
- Double pitch drum
- Schlafhorst Propack system
- Semi -conductor devices(TRIAC)
- Counter rotating blades with precision winding
- Anti-patterning modulation
Yarn Clearers
Yarn clearers (Slub catchers): Yarn clearer is a device which is used to remove the objectionable faults of yarn in order to increase the yarn quality and weaving efficiency. After crossing the splicer, the yarn reaches in clearing zone of yarn winding machine where it gets checked for splice,long defects,and repetitive defects such as thick and thin places, foreign fibres and vegetative matters.The yarn passing through a clearer at a speed of 1000-1500m/min is scanned either for its dielectric properties by a sensor working on capacitance principle or for its optical diameter reflectivity by optical sensors.
Classification of yarn clearers: Yarn clearers can be divided in to two broad classes as given below-
- 1)Mechanical type
- a)Conventional blunt type
- b)Serrated blade type
- 2)Electronic type
- a)Capacitance type electronic yarn clearer
- b)Optical type electronic yarn clearer
1) Mechanical yarn clearer: This is conventional class of yarn clearers in which simple mechanism are employed to clearer the yarn as much as possible. The efficiency of mechanical type clearer remains less than electronic yarn clearers. Mechanical yarn clearer can be divided in two parts.
2) Electronic type:
a)Capacitance type electronic yarn clearer: Capacitance is the property of a capacitor to store energy in the form of an electric field between two conductive plates.The dielectric property of the medium in the intervening space between the plates affects the capacitance.All other factor being eqaul,greater permittivity of the dielectric gives greater capacitance. Glass for instance,with a relative permittivity of 7,has seven times the permittivity of pure vaccum.Capacitance of homogenous dielectrics in a uniform dielectric field is generally proportional to the mass, but is also a function of frequency and for materials like cotton; additional substances (e.g.. moisture,and irregular geometry and shape) may affect capacitive measurement results.
Functioning Principle of Capacitance Type Electronic Yarn Clearer: The yarn is measured in a measuring field constituted by a set of paraliel placed capacitor plates.When the yarn passes through this measuring field (between the capacitor plates). An electrical signal is produced which is proportional to the change in mass per unit length of the yarn. This signal is amplified and fed to evaluation channels of the yarn clearing installation. The number and type of evaluation channels available are dependent on the, sophistication and features of the model of the clearer in use.Each of the channels reacts to signal for corresponding type of yarn fault.When the mass per unit length of the yarn exeeeds the threshold limit set for the channel. the cutting device of the yarn clearer cut the yarn.
Optical Type Electronic Yarn Clearer: Optical sensors-employ-suitable light sources, reflectors and receivers for recording the extent of light scattered and absorbed with and without the yarn in the way.Such a system can measure the thickness of the yarn as also from the nature of light reflected,can detect presence of foreign substance in the body of the yarn. Assuming circular cross section of the yarn and a certain degree of homogeneity of the body of twisted fibre assembly. it can be stated that the mass per unit length of yarn is proportional to thesquare of its diameter, Hence the sensitivity of the capacitance system,which measures variation in mass per unit length, is significantly higher than that of the optical system, which measures the variation in the optical diameter of the yarn. For example the doubling of yarn mass (100% increase) would result in a diameter increase of 42%, all other factors remaining the same.
In spite of its higher sensitivity the capacitance system suffer from two drawbacks namely the sensitivity to moisture and inability to isolate the signals for hairs/loops and foreign matters from that of the core yarn body . In this regard the optical system has been found to be superior.
Yarn faults can be grouped in to two category:
- Deviation of the mass/diameter per unit length from a desired value and
- deviation of the light reflactance from a desired level.
The first type of deviation is caused by slubs ,neps,shorts and long thick and thin places and hair loops sticking out of the main yarn body.While the other type results primarily out of contamination.The desired quality level of the wound yarn would depend on the requirements of the end use and the same can be set at the control panel of the winding machine.The darkened portion in the box refers to the types of undesirable fault.Whenever the thresold is crossed,the cutter moves in to action. and the faulty segment of yarn is removed and the broken ends are spliced and then the winding is restarted. As spliced joint whose quality has also to conform to the overall quality requirements thus replaces everyobjectionable yarn faults.Hence the clearer is located after the Splicer in the path of the yarn such that a bad splice can be removed and replaced by a proper one.
Yarn Clearer Setting: The yarn clearer has to be provided with certain basic information in order to oftain the desired results in terms of clearing objectionable faults. Some basic terms related to yarn clearing are as under:
Clearing Limit: The clearing limit defines the threshold level for the yarn faults. beyond which the cutter is activated to clear the yarn fault.The clearing limit consists of two setting parameters sensitivity and reference length.
Sensitivity: Sensitivity determines the activating limit for the cross-sectional size of faulty region of yarn.
Reference Length: This defines the length of the yarn over which the fault cross-section is to be measured. Both the above parameters can be set within a wide range of limits depending on specific yarn clearing requirements and knot factor. Here, it is worth mentioning that the “reference length” may be lower or higher than the actual “fault length”. For a yarn fault to be cut. the mean value of the yarn fault cross-section has to overstep the set sensitivity for the set reference length.
Comparison between mechanical and electronic clearer:
- Electronic yarn clearers are more sensitive than mechanical clearers
- In case of mechanical clearers there is abrasion between yarn and clearer parts but in case of electronic clearers there is no such abrasion
- Mechanical clearers do not prevent soft slab from escaping through clearer where as electronic type does not allow passing of any types of faults
- Mechanical type does not break the thin places and the length of the fault is not considered.
- Mechanical clearer are simple and easy to maintain while the electronic clearers are costly and requires high standard of maintenance.
Different Systems of Yarn Splicing
The next important element in the winding process is the splicing is the technique of joining two yarn ends by intermingling the constituent fibres, so that joint is not sufficient different in the mechanical properties and appearance with respect to the parent yarn. The yarn splicer comes in various forms for different types of yarns. A splicer may function on pneumatic, hydraulic, thermal.

Different types or systems of splicing:
- End opposed splicing
- End together splicing
Splicer:
- Mechanical splicer
- Thermo splicer
- Injection splicer
- Elasto splicer
End opposed splicing: It makes the best look splicing.The two yarns to be joined are placed in to the splicer from apposite sides,one from the right hand and one from the left hand side.When the splicer operation is activated,the two yarns are joined together by an air blast.Once the waste ends have been trimmed off,the resulting splice has a very flat form.The operation takes several seconds to complete,but the results are good.
End together splicing: End together splicing is very simple form of joint,it was first used to splice yarns,which had proven be completely resistance to normal ends opposed splicing.
- The two yarns to be joined are placed in to splicer from the same side.
- When the splicing operation is activated,the two yarns are joint together by an air blast rather like the fingers when two hands are clapped together,palm to palm.
- Once the waste ends have been trimmed off,the resulting splice has a distinct tail at about 90 degrees to the thread line.
- Operation is very quick and simple but the results are very satisfactory.
Mechanical splicer: Mechanical splicer are used to splice heavy denier denim yarns,compact yarns and core spun elastomeric yarn.Twin splicer is a mechanical splicer.Rotating discs are used in mechanical splicer.
Sequence of operation of mechanical splicer:
- Discs are moved in one opposite to other to open the yarn twist
- Disc movement to come close with other to impart twist.
- Disc movement in one opposite to other directions to splice and impart twist
- Disc opening to exit the yarn after splicing
In first case the two pieces of broken yarn are placed between the disc along the diameter of circle.rotation will result torques.Thus the yarns are untwisted and straightened.
In the second phase the prepared central part is moved in and the tails are pulled out.In the next phase the yarns are matched and re-twisted.Subsequently the discs are opened and splice extracted.There are three setting that need to be done.
- Untwisting
- Re-twisting
- Straightening
Thermosplicing: This splicing technique is useful to splice the wool, wool-siro and wool blend yarns. Thermosplicing process is optimized form of pneumatic splicing in which the combination of complementary two splicing blast enable superior quality joints on longs staple yarns. The thermosplicing procedure is controlled precisely. The air is supply by ATS to supply power and compressed air to the hot air splicer. This splicing techniques ensures safe and sustainable fixation of the fibres in the spliced portion to achieve high retained splicing strength and good visual appearance of spliced joint.It is useful to splice wide variety of material like wool, worsted,ply yarn,high twisted yarn and blend of wool etc.
Injection splicer: The use of the Injection splicer is recommended for splicing single and plied yarns of vegetable fibres e.g. for coarse compact yarns, coarse single and plied cotton yarns, OE-rotor yarns, Linen yarns. The standard splicing process is optimised by the addition of a small quantity of water to the splicing air. The dosing rates are entered at the Informator adapted to the yarn. The exact water dosage is injected at each winding unit, The result is spliced joints with higher strength and smoother appearance.
Elastosplicer: The Elastosplicer is particularly useful for the splicing of elastic core yarns,its specific features including special braking elements, modified clamping and cutting lines and optimised control software insure safe and smooth processing of these springy yarns. The Elastosplicer can also be combined with the injection splicing facility.The strength and visual appearance of the spliced joints are of excellent quality. Besides that they convince by their high resistance against alternating stresses in weaving and they maintain their characteristic elasticity for knitting.
Factors Affecting the Properties of Spliced Yarn: Appearance of splice portion depends on following factors.
- Effect of fibre and fibre blends
- Effect of Number of Fibre in Yarn Cross-section
- Effect of yarn twist
- Effects of spinning methods
Yarn Tensioners
Certain level of tension is essential to imparted to running yarn to wrap a compact package and to enable the weak places to break. Tension uniformity is essential to maintain homogeneity in package density. To achieve uniform tension various tensioners are used on a winding machine. Tensioners should have the following features:
- They should be easily set to give the required tension within narrow limits.
- They should be self cleaning, free from dust and fly in case spun yarn and oil in continuous filament yarn.
- They should not disturb the twisted structure of yarn
- They should be centrally controlled
- They should be self threading
- They should be cost effective
The winding tension affects the following tensile property:
- Tenacity
- Elongation
- Work to break
But excessive tension in winding will deteriorate the above said tensile properties.It is proved that yarn tension is very important factor in textile industry and needs to be checked regularly.Warping and sizing processes where a high speed control of yarn tension is required.Variation in yarn tension arises various package faults.There are two ways of measuring tension in textile industry.
- Measuring with hand held tension meters
- Using an active device that measures a feedback the yarn tension in real time using sensors.
Classification of tensioning devices: Tensioners fall in to three categories:
- Multiplicative or capstan or post tensioner
- Additive tensioners
- Combined or Disc tensioners
1) Multiplicative or capstan or post tensioners: In this type of tensioner, a yarn is wrapped round or deflected by a post, giving and output tension which is multiple of the input tension. The output tension in this type of tensioner depends on coefficient of friction(μ) between yarn and post and angle of wrap of yarn on capstan denoted by ө. If the incoming tension is T1 and outgoing tension is T2, then: T2=T1(epowerμ1ө1+e power μ2ө2+e power μ3ө3)
If all post are made of same material then
μ=μ1=μ2=μ3
If yarn is making same angle of wrap in radius around all posts then,
ө=ө1=ө2=ө3
The outgoing tension is T2 T2=T1 *μө power of e
Where e=2.718
Note–
- Since μ ,ө and e are constant the outgoing tension is merely a constant multiple of the incoming tension.Hence its name is multiplicative tensioner is justified well.
- If incoming tension is zero,then outgoing tension will alsobe zero.
- To vary the tension at least one of the followings must be done
- Change the angle of wrap
- Change the no. of posts
- Change the incoming tension
2)Additive tensioners: In additive type tensioners,the yarn is passes through between two plates in which one plate is base plate and other one is weighing plate.The outgoing tension in additive type tensioner depends upon the coefficient of friction between the weighing plates and the yarn( μ),and the force applied to the yarn by weighing plates is F.
F =mg
Relationship in outgoing tension and incoming tension is
T2=T1+2 μF
T2=T1+2 μmg
Note:
- Since μ ,F and 2 are all constant for a given system,the ougoing tension is simply a constant added to the incoming tension,hence name is addictive.
- If the incoming tension is zero,there is still an outgoing tension
- The outgoing tension may be changed simply by changing the loading F through mass of the upper plate M.
3) Combined or Disc tensioners: This is most commonly used tensioning device found on warping machine.This type of tensioner consist a post and a disc. The yarn passes round a capstan post and at the same time passes between springs or dead weight loaded disc mounted on the post or capstan. The disc mounted over post provide the effect of addictive type tensioners while the partial wrap of yarn around post adds multiplicative effect on outgoing tension. Both additive and multiplicative effects are shown in figure.
T2=T1(μө power of e)+2μF
Note–
- Since μ and are constant for this system,the outgoing tension can be turned by both playing with F and by alteration of number of dead weights on disc and angle of lap around post respectively.
- If the incoming tension is zero,there is still an outgoing tension.
Defects and Remedies in Winding
1) Yarn Breakage:
Cause:
Improper slub catchers setting
Incorrect tension level
Improper winding speed
Remedies:
Use proper slub catches,tension level should be correct and keep optimum winding speed
2) Stitch:
Cause:
Excessive spindle speed
Worn out spindle speed
Large tension variation during winding
Improper setting of traverse
Remedies:
Avoid excessive spindle speed and tension variation.
3) Pattern or Ribbons:
Cause:
Defunct antipatterning motion
Incorrectly set antipatterning motion
Cone or cheese loose felting on winding spindle
Remedies:
Set correctly antipatterning motion
4) Entanglement:
Cause:
Strong knotter fibre
Strong suction pressure
Lack of care while knotting and releasing yarn
Defunt warp stop motion
Improper setting stop motion
5) Wild yarn
6) Snarl
7) Soft bobbin
8) Tight bobbin
9) Overlapping
10) Patches on the yarn
Winding Calculations
Different Types of Winding Machines
1. Introduction
The winding strategy can be classified in to two classes:1. Precision winding 2. Random or Drum winding
A package may be rotated by either of two methods ,namely
1. By mounting the package directly on a rotating spindle,commonly termed as spindle drive or precision winding.
2. By pressing the package on to a rotating drum,commonly termed as Surface drive or Drum winding.
A. Precision Winding
In precision winding the package is mounted on a spindle as in figure which is driven with the help of an individual motor or machine shaft and yarn is displaced with the help of a guide or propeller blades(yarn laying system with counter rotating blades). There is zero uncontrolled displacement of the yarn;therefore it is called precision winding.These machines are equipped with electronic or digital yarn tension control devices which vary the tension as the diameter of the package increases,so that layer to layer density remains constant.Each drum is driven through an individual motor which in combination with a micro computer controlled meter,results in to more flexibility of operations.The machine productivity is high due to high running speeds and lesser number of operations is required to run the same number of machines.

Major Features of Precision Winding:
- The yarn guides are used for yarn displacement the winding angle does not remains the same and decreases slightly with the increase in package diameter.
- There is no ribbon formation.
- Hard edges formation do not occur at the ends.
- Layer to layer density is very uniform throughout of the package.
- The machine speed is high
- Cost of the machine is medium to high.
- The number of coils per turn of the package remains same as the diameter of the package increases because the number of displacement remains constant per rotation of the package & wind angle decreases

Figure (a) is for drum winding and figure (b) is for precision winding.
B. Random or Drum Winding
Random winding machines are convention winding machines.In drum winding machines a groomed drum performs as both the driving as well as the traversing function.The package gets drive indirectly by surface contact with grooved drum that called as friction drive.
Machine Description: The supply package ,generally the ring frame bobbin (R/F Bobbin) is mounted on bobbin holder automatically or manually in creel section of machine depending on the machine generation.A conventional self adjusting balloon control ring is mounted over R/F bobbin to maintain the balloon height uniform throughout the unwinding of yarn from bobbin.The yarn is then passes through a tensioner which is essential to ckeck the strength of yarn and to maintain the package the package density to a prescribed level. Tensioning device is followed by mechanical or electronic type (optical or capacitance based) yarn clearing system to prevent the passage of thick places ahead on final package.Then yarn passes through a yarn sensing system attached with thread stop motion to lift the package from drum surface in case of broken thread .Finally the yarn is wound on package as per winding scroll of winding drum .Package is mounted over grooved winding drum with the help of cradle equipped with suitable bearing to achieve a smooth trouble and vibration free movement of package for a long time.
The Main Characteristics of Drum Winding are given below:
- Winding angle: Since grooved drum is used for winding the winding angle remains constant through the process .
- Wind: The number of coils per turn of the package decreases as the diameter of the package increases;consequently the package remains softer at the outer layers.
- Ribbon formation: Ribbon formation may occur at certain points within the package when diameter of package reaches to a certain ratio to drum diameter.
- The package stability is good.
- Layer to layer density is not uniform throughout the package.
- Hard edges formation may occur at the yarn turning at the extreme ends of the drum.
- Machine speed: The machine speed can not be very high.Because it is very difficult to maintain good density can not be very high .because it is very difficult to maintain good density profile at high speeds on random winding machines.
- Principally the cost of machine is low.
A Drum Winding must have the following things:
- Traverse of the package
- Ribbon breaking or anti-patterning device
- Weight release mechanism
- Hard edges formation
- Length measuring device
- Tension management
- Balloon breakers
- Winding speed