Table of Contents
Introduction
Rotor Spinning is an open end spinning process. Rotor spinning machine is the first final spinning machine to be practically full automated. This fact has contributed substantially to the improvement in economics of rotor spinning.
What is Rotor Spinning ?
Rotor spinning is a method of yarn production used in the textile industry. It is a high-speed spinning process that is commonly used for producing yarns from staple fibers such as cotton or polyester. In rotor spinning, the fiber material is first opened and cleaned to remove impurities. Then, the fibers are carded to align them in a parallel arrangement. The carded fibers are fed into a spinning rotor, which consists of a hollow cylindrical body with grooves or channels along its length. As the rotor spins rapidly, centrifugal force causes the fibers to move towards the outer edge of the rotor, where they are held in the grooves. The rotor also has a small opening called the spinning rotor’s front side (SRFS) through which the fibers emerge.
The fibers are further stretched and twisted as they pass through the SRFS, and they form a continuous yarn. The yarn is wound onto a bobbin or package as it is spun out of the rotor. Rotor spinning is known for its high production speed, allowing for the rapid production of large quantities of yarn. It is particularly suitable for producing coarser yarns used in applications such as denim fabrics, towels, or blankets. The resulting yarn from rotor spinning may have a slightly lower quality compared to other spinning methods, but it offers advantages in terms of cost-effectiveness and productivity.
Rotor Spinning Objectives
Rotor spinning is a method of spinning fibers into yarns, primarily used in the textile industry. The objectives of rotor spinning include improving the quality and efficiency of the spinning process, as well as producing yarns suitable for various applications. Here are some of the key objectives of rotor spinning:
- Increased production speed: Rotor spinning aims to achieve high production rates compared to traditional spinning methods. The process involves the use of a rotating, open-ended spinning rotor, which enables a continuous yarn production with relatively high speeds.
- Cost-effective production: Rotor spinning is known for its cost-effectiveness. It allows for rapid yarn production with fewer processing stages and requires less labor compared to other spinning techniques. This efficiency helps reduce manufacturing costs, making the process economically viable.
- Production of coarse and medium yarns: Rotor spinning is particularly suitable for the production of coarse and medium yarns. These yarns are commonly used in applications such as denim fabrics, towels, rugs, and industrial textiles. The process allows for the spinning of relatively thicker yarns, which may be challenging or inefficient to produce using other spinning methods.
- Improved yarn strength: Rotor spinning aims to produce yarns with good strength properties. The spinning process helps align the fibers in the yarn, enhancing its tensile strength. The resulting yarns can withstand the stresses and strains encountered during subsequent textile processes like weaving, knitting, or sewing.
- Consistency in yarn quality: Rotor spinning seeks to achieve consistent yarn quality throughout the production process. The spinning conditions, such as rotor speed, airflow, and yarn tension, are carefully controlled to ensure uniformity in yarn thickness, evenness, and other quality parameters. This consistency is crucial for maintaining product standards and meeting customer requirements.
- Adaptability to various fibers: Rotor spinning can be used with a wide range of fibers, including natural fibers like cotton, as well as synthetic fibers such as polyester or viscose. The process can be adjusted to accommodate different fiber properties, allowing for versatile yarn production suitable for different applications.
- Energy efficiency: Rotor spinning aims to optimize energy consumption during the spinning process. The design and operation of rotor spinning machines are continuously improved to minimize power requirements while maintaining productivity. Energy-efficient spinning not only reduces costs but also contributes to environmental sustainability.
The objectives of rotor spinning revolve around maximizing production efficiency, ensuring yarn quality and strength, and meeting the specific requirements of various textile applications. These objectives are pursued through advancements in machine technology, process optimization, and the selection of suitable fibers.
Rotor Spinning Machine
A rotor spinning machine is a textile machine used in the process of rotor spinning, which is a method of transforming fibers into yarns. The machine plays a crucial role in converting loose fibers into continuous yarns by employing a spinning rotor. Here are some key aspects of a rotor spinning machine:
- Rotor: The heart of the rotor spinning machine is the spinning rotor itself. It is a cylindrical component with open-ended sides that rotates at high speed. The rotor is mounted on a spindle and is responsible for twisting the fibers and forming them into yarn.
- Fiber feeding system: Rotor spinning machines have a fiber feeding system that introduces loose fibers into the spinning rotor. The fibers are typically fed through a funnel-like device called a feed roller. The feed roller distributes the fibers evenly across the rotor’s width to ensure uniform yarn formation.
- Opening and cleaning mechanisms: Prior to entering the spinning rotor, the fibers may undergo opening and cleaning processes. These mechanisms help separate and clean the fibers by removing impurities, short fibers, or any other contaminants that may affect the yarn quality. This ensures that only the desired fibers are used in the yarn formation.
- Yarn take-up system: Once the fibers are spun into yarn by the spinning rotor, a yarn take-up system is employed to wind the yarn onto a package or a bobbin. The take-up system may include a winding drum or a winding mechanism that controls the tension and speed at which the yarn is wound.
- Control and monitoring systems: Rotor spinning machines are equipped with control and monitoring systems to ensure optimal operation and yarn quality. These systems can include sensors, actuators, and electronic controls that regulate various parameters such as rotor speed, airflow, tension, and yarn thickness. They help maintain consistency and make adjustments as needed during the spinning process.
- Drafting system: A drafting system is often incorporated in rotor spinning machines to control the yarn’s thickness and evenness. It consists of drafting rollers or aprons that provide a controlled tension to the yarn as it passes through, resulting in the desired yarn properties.
- Automation and advancements: Modern rotor spinning machines often feature automation and advanced technologies to enhance productivity and efficiency. These may include computerized controls, self-cleaning mechanisms, energy-saving features, and real-time monitoring systems. Such advancements contribute to higher production rates, improved yarn quality, and reduced operational costs.
Rotor spinning machines have revolutionized the textile industry by enabling high-speed, cost-effective yarn production. They have become essential equipment for spinning coarse and medium yarns used in a wide range of textile applications. The continuous development and innovation in rotor spinning machine technology have led to significant improvements in spinning efficiency, yarn quality, and overall production capabilities.
Operations of Rotor Spinning
The rotor spinning machine is unlike any other machine in the short-staple spinning mill in the range of tasks it has to perform, namely, all the basics operations.
- Opening– Opening (drafting and attenuating)almost to individual fibres (fibre separation).
- Cleaning– (optionally-to remove very short fibres)
- Back doubling-Homogenizing through back doubling
- Combining– Combining i.e. forming a coherent linear strand from individual fibres
- Ordering– Ordering(the fibres in the strand must have an orientation as far as possible in the longitudinal direction)
- Improving evenness – through back doubling
- Twisting– Imparting strength by twisting
- Winding: The spun yarn is wound onto a bobbin or package as it exits the rotor
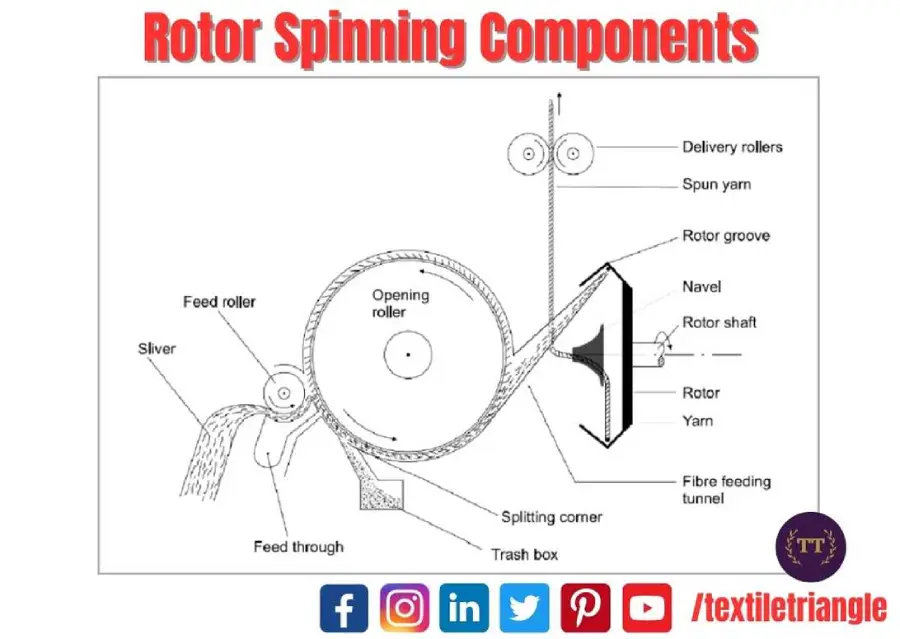
The feed stock is in the form of either card sliver (unusual) or draw frame sliver (almost always) from first or second passage drawing. The sliver runs from a can beneath the spinning unit illustrated in to the in-feed trumpet. A feed roller grips the sliver and pushes it over the feed through in to the region of the opening roller. A spring ensures firm clamping of the sliver by urging the through towards the feed roller.In the event of an end -break, the feed unit is stopped either by stopping the feed-roller rotation or by pivoting the in-feed trumpet;in either case, sliver in feed ceases automatically. The signal pulse causing this effect is generated by a yarn-sensing arm (thread monitor).
Rotor Spinning Process Flow
The process of rotor spinning involves several operations. Here is a list of the main operations involved in rotor spinning:
- Opening and Cleaning: The first step is to open and clean the fiber material. This process involves loosening and separating the fibers, removing impurities like dust, dirt, and short fibers.
- Carding: The carding process aligns the fibers in a parallel arrangement. It further removes impurities and eliminates any remaining clumps or tangles in the fiber mass.
- Drawing: In the drawing process, the carded fibers are further elongated and blended to ensure uniformity in the yarn. This operation helps in improving the strength and evenness of the yarn.
- Rotor Spinning: The actual spinning process takes place in the rotor spinning machine. The carded and drawn fibers are fed into the spinning rotor, a hollow cylindrical body with grooves or channels along its length.
- Rotor Speed: The rotor spins at a high speed, usually ranging from 70,000 to 150,000 revolutions per minute (RPM), depending on the machine and yarn requirements.
- Centrifugal Force: The spinning rotor’s high speed generates centrifugal force, causing the fibers to move towards the outer edge of the rotor and into the grooves.
- Fiber Retention: The grooves in the rotor hold the fibers in place due to centrifugal force. This ensures that the fibers stay in position during the spinning process.
- Spinning Rotor’s Front Side (SRFS): The rotor has a small opening called the spinning rotor’s front side (SRFS) through which the fibers emerge.
- Fiber Stretching and Twisting: As the fibers pass through the SRFS, they experience stretching and twisting, resulting in the formation of a continuous yarn. The amount of twist can be adjusted based on the desired yarn properties.
- Yarn Winding: The spun yarn is wound onto a bobbin or package as it exits the rotor. Proper winding ensures that the yarn is well-formed and can be easily unwound for subsequent processes.
- Yarn Tensioning: During winding, appropriate tension is applied to the yarn to maintain its strength and prevent breakages or snarls.
- Package Formation: The wound yarn is collected in the form of packages, which can vary in size and shape depending on the specific requirements of the subsequent processes or end use.
These operations collectively form the rotor spinning process, transforming the fiber material into continuous yarn suitable for various textile applications.

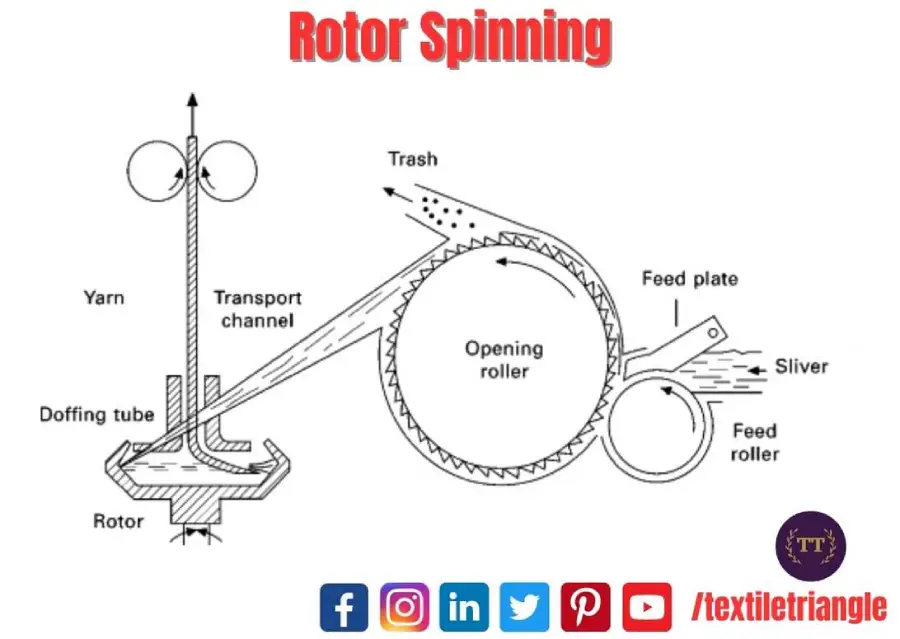
Fibre Opening
In rotor spining the, the fibre strand is opened to individual fibres. This task is performed mainly by opening roller. This small roller, which is clothed with needles or (more commonly) saw teeth, combs through the fibre breard projecting from the nip between the feed roller and the trough; It transport the plucked fibres to the feed tube. An air flow is needed for further transport of the fibres to the rotor. This is generated by a central fan that draws air by suction through leads from each rotor box. To facilitate generation of this underpressure, the rotor box must be facilitate generation of this underpressure, The rotor box must be hermetically sealed as far as possible. The clothing on the opening roller naturally exert a great influence on the opening of the fibre strand with drafts of up to 2000. This is depend on type of clothing, the shape of the teeth, the point density. The opening roller contained in a housing having only three openings namely:
- sliver infeed (at the feed roller)
- fibre exit(at the feed tube)
- trash removal opening.

Fibre Cleaning
The suction stream in the feed tube lifts the fibres off the surface of the opening roller and leads them to the rotor. In the course of this movement, both the air and the fibres are accelerated because of the convergent form of the feed tube. This represent a second draft following the nip trough/opening roller and giving further separation of the fibres. Moreover, partial straightening of the fibres is achieved in this air flow. A third draft arises upon arrival of the fibres on the wall of the rotor because the peripheral speed of the rotor because the peripheral speed of the rotor is several times as great as the speed of the fibre. The last straightening of the fibres occures as the fibre slides down the rotor wall in to groove under the influence of the enormous centrifugal forces at work within the rotor.
Trash removal: The high peripheral speed of the opening roller causes the courser trash particle to be hurled outwards at this position while the fibres continue with the roller and pass in to feed tube .Unfortunately, on account of its light weight ,a large part of the fine dust goes with them. The eliminated trash goes away either:
- pneumatically, by suction extraction
- mechanically, by small transport belt on the floor of the collection chamber.
Back Doubling
It improves evenness. On average, from one to five fibres (in section) emerge simultaneously from the feed tube. After sliding down the rotor wall, they come to rest in a longitudinally oriented form in the rotor groove. Beacause rotor is turning steadily under the stationary feed tube, continual deposition of fibres in the groove is achieved. In this way, a continuous fibre ring is built up in the groove. This operation is called back doubling.
If nothing further were done, the rotor would choked in no time, to form all fibres in to a new yarn. The free end of the yarn is allowed to extend from the rotational axis to the rotor. Centrifugal force is acting at this point presses the yarn end firmly against the wall of the collection groove. The yarn end therefore adhere to the rotor wall. Accordingly, as the rotor turns,it carries the yarn along, and the latter rotates around the rotation hub(navel) like one arm of crank. Each revolution of the rotor generates one turn of true twist in the yarn (provided that there is no slip). When the yarn has reached its maximum twist level as determined by the prevailing force conditions, the yarn end begins to turn about its own axis i.e. it rolls in the rotor groove.
Now, the open yarn end is resting in the binding-in region on a strand of more or less parallel fibres; rolling of the yarn end therefore causes the brush-like yarn end to grasp fibres from the ring and twist Reames new yarn portion, which proceeds to grasp the next fibres and twist them in, and so on. A yam is thus spun continuously. It is simply necessary to pull this yam out of the rotar by means of withdrawal rolls and to wind it up to a cross-wound package.
What is Back Doubling ?
Back doubling, also known as doubling back, is a technique used in rotor spinning to enhance the yarn’s properties and improve its quality. It involves the introduction of a controlled amount of twist into the yarn after it exits the spinning rotor.
In rotor spinning, the yarn is spun directly from the fibers in the spinning rotor, resulting in a relatively low level of twist compared to other spinning methods. This lower twist can sometimes lead to weaker yarn with reduced strength and cohesion. Back doubling is employed to overcome this limitation and enhance the yarn’s performance.
After the yarn is spun out of the spinning rotor’s front side (SRFS), it passes through a back doubling device or mechanism. This device imparts an additional twist to the yarn in the opposite direction of the initial spinning twist. The back doubling twist compensates for the low initial twist and adds strength, cohesion, and stability to the yarn.
The amount of twist introduced during back doubling is carefully controlled to achieve the desired yarn properties. It is typically lower than the twist applied during the spinning process but sufficient to improve the yarn’s strength and evenness. The back doubling twist is usually measured in turns per inch (TPI) or turns per meter (TPM).
Back doubling helps in reducing yarn hairiness, enhancing yarn strength and elongation, improving yarn regularity, and reducing yarn irregularities such as thick and thin places. It also contributes to better yarn appearance and reduces the chances of yarn breakage during subsequent processing and end-use applications.
By incorporating back doubling into the rotor spinning process, the resulting yarn becomes more suitable for a wide range of textile applications, including weaving, knitting, and fabric manufacturing.
Speed Relationship
Normal and maximum revolutions and speeds are:
- Revolutions of the opening roller: 5000-10000 r/min
- Revolutions of the rotor: up to more than 100.000 r/min
- Delivery speed:up to 200 m/min.
- Rotor speed:70 000 and 75 000 r/min
Raw Material Requirement and Preparation
Short staple machines (staple length up to 60 mm), they produced yarn from-
- Cotton(Co)
- Cotton waste(secondary material e.g. reclaimed by recycling)
- Cotton noil
- Blends of two or more of these materials
- Polyester fibre (PES)
- Polyacrilonitrile fibre(PAC)
- Polyamide fibre(PA)
- Viscose(CV)
Yarn Formation
Fibre can move in to rotor either axially or tangententially. If fibre orientation in the groove is bad then the yarn quality is poor.
- Larger the diameter of the rotor ,wider the groove means course ,voluminous and hairy yarn generated.
- Smaller the rotor diameter, narrow groove means fine ,smooth and strong yarn generated and more trash deposite on the narrow groove.
Imparting Twist
Bending of the yarn at the navel acts as a brake for twist transmission. This means system itself transmits fewer turn in to section.
The partial rolling of the yarn gives rise to false twist. The twist level increases continuously from the navel towards the rotor wall. Tension is highest at the withdrawal roll themselves and decline towards rotor wall. False twist depends on the roughness of the contact surface. As the rotor speed increases, yarn tension increases and yarn strength decreases.
TPI(Twist per inch) = Rotor rpm/FRD(Front roll delivery),
Actual rpm = Rotor rpm+ Wind-on rpm
For cotton-fibre length is less than rotor dia/1.3, the count made up to 15s Ne.
Comparison between Ring & Rotor-Fibre Deposition
In the ring frame yarn, fibres are highly twisted in core and lesser twist in sheath(helical), while in the rotor spinning, fibres are highly twisted in the sheath and lesser twist in the yarn core(centre). Rotor yarn is made from density packed core fibres, non migrated twist fibre, and loosly packed wrapper fibre (belt).
Fibre orientation: Ring orientation is greater than rotor.
Hairiness: Hairiness in ring yarn is more than rotor yarn.
Compactness: Ring yarn is more compact than rotor yarn(Open shape).
Handle: Ring yarn is soft and rotor yarn is harsh(due to wrapper fibre).
Stiffness: Ring yarn is less stiff and rotor yarn high stiff.Some differences are given in advantages and disadvantages of ring and rotor spinning process.
Advantages of Rotor Spinning
It is an open end spinning.
- High strength
- Automation is easy
- Higher production rate
- Higher speed (150000)
- Lower power consumption
- Larger package size
- Knot free yarn
- Elimination of process like speed frame and winding
- Cheaper raw material
- Less waste
- Less labour requirement
- No twist variation
Disadvantage(Limitations):
- Narrow count range
- specific end product
- higher expenditure and maintenance cost
- limited market segment.
Advantage of Ring spinning
It is a closed end spinning.
- Universal adaptability
- Optimum yarn characteristics
- Flexibility
- Easy technology
- Yarn quality constant
Disadvantage of ring spinning
- Speed limit (R/T max speed 45 m/sec ,it is more then burning problem in traveller occur ,commercial speed of ring frame is 20000 and practical speed is 30000 rpm)
- Small package size
- Frequent doffing(If package size increases ,vibration of the machine start)
- More power requirement
- Difficult to automate
- Low production rate
- Additional process requirement(speed frame & winding)
- Higher floor space, more power requirement and more power consumption.
Characteristics of Rotor Spinning
- Strength
- Fineness
- Length
- Cleanliness
Rotor Yarn Fabric Properties
Properties of fabric woven from rotor yarn are following-
- Breaking strength low
- Covering power more
- Higher resistance to abrasion
- Higher bending stress
- Higher air permeability
- Harder handle
- Higher capacity to attain moisture
- Lower shrinkage
- Lower pilling property
- Better thermal insulation
- Better dye take-up
Trash content, present in a sliver in spinning:
- up to 6s Ne,TC is less than 0.3%
- up to to 20s Ne,TC is less than 0.2%
- up to 30s Ne,TC is less than 0.15%
- more than 30s ,TC is less than 0.1%
Rotor Spinning Production Formula



![\[Machine \; Production \; Per \; Day = Production \; per \; Head \; per \; Day \times \; Total \; number \; of \; Heads\]](https://www.textiletriangle.com/wp-content/ql-cache/quicklatex.com-0bf9aec2ccffc64ccbebf85be5f8500b_l3.png "Rendered by QuickLaTeX.com")
TPI : Twist per Inch
TPM : Twist per meter
RPM : Revolutions per minute
FRD : Front Roll Delivery
Frequently Asked Questions | FAQs
Why rotor spinning is called Open End ?
Rotor spinning is sometimes referred to as “Open End” spinning due to the nature of its spinning mechanism. The term “Open End” signifies that the spinning process does not involve a traditional spinning spindle with a closed-end, as found in ring spinning.
In traditional ring spinning, a spinning spindle holds the fibers in place while they are twisted into a yarn. The spindle has a closed end, and the yarn is wound onto it in a continuous manner. This spinning method is often referred to as “ring spinning” because of the ring-shaped spinning element.
On the other hand, in rotor spinning, the spinning mechanism consists of a rotating rotor, which is a hollow cylindrical body with grooves or channels along its length. The fibers are fed into the rotor and are retained in the grooves due to centrifugal force. As the rotor spins rapidly, the fibers are stretched, twisted, and spun out of the rotor through a small opening called the spinning rotor’s front side (SRFS). The resulting yarn is wound onto a bobbin or package.
The absence of a closed-end spinning spindle in rotor spinning is what distinguishes it from ring spinning. The fibers are spun and formed into yarn in an open-ended manner, leading to the name “Open End” spinning. This term is commonly used to differentiate rotor spinning from other spinning methods and highlight the unique characteristics of its spinning mechanism.
The Open End spinning process offers advantages such as high production speed, cost-effectiveness, and suitability for coarser yarns. It has become a widely used spinning method in the textile industry, particularly for applications that prioritize productivity and efficiency.
What is rotor spinning ?
Rotor spinning is a method of yarn production used in the textile industry. It is a high-speed spinning process that is commonly used for producing yarns from staple fibers such as cotton or polyester.
In rotor spinning, the fiber material is first opened and cleaned to remove impurities. Then, the fibers are carded to align them in a parallel arrangement. The carded fibers are fed into a spinning rotor, which consists of a hollow cylindrical body with grooves or channels along its length.
As the rotor spins rapidly, centrifugal force causes the fibers to move towards the outer edge of the rotor, where they are held in the grooves. The rotor also has a small opening called the spinning rotor’s front side (SRFS) through which the fibers emerge.
The fibers are further stretched and twisted as they pass through the SRFS, and they form a continuous yarn. The yarn is wound onto a bobbin or package as it is spun out of the rotor.
Rotor spinning is known for its high production speed, allowing for the rapid production of large quantities of yarn. It is particularly suitable for producing coarser yarns used in applications such as denim fabrics, towels, or blankets. The resulting yarn from rotor spinning may have a slightly lower quality compared to other spinning methods, but it offers advantages in terms of cost-effectiveness and productivity.
Why rotor spinning is known as interrupted or break spinning ?
Rotor spinning is sometimes referred to as “interrupted” or “break” spinning due to the intermittent nature of the yarn production process. This terminology highlights a key characteristic of rotor spinning that distinguishes it from continuous spinning methods such as ring spinning.
In rotor spinning, the yarn production is achieved through a continuous process of fiber feeding, twisting, and yarn winding. However, unlike ring spinning, the process in rotor spinning is not continuous throughout the entire spinning operation.
During the spinning process in rotor spinning, there are intermittent breaks or interruptions in the yarn formation. These breaks occur when the spun yarn reaches a certain length or when the yarn package being wound on the bobbin reaches a specific size. When a break occurs, the yarn is temporarily severed, and a new starting point for yarn formation is established.
The interruptions or breaks in rotor spinning can be seen as a natural part of the spinning process. They are necessary to ensure that the yarn is properly wound onto the package and to facilitate the removal of the full package from the spinning machine.
The interrupted or break spinning nature of rotor spinning has implications for yarn quality and characteristics. The breaks can introduce small irregularities or variations in yarn thickness and twist along its length. These variations may result in certain yarn imperfections, such as thick and thin places or unevenness.
However, advances in rotor spinning technology and process optimization have reduced the occurrence of these irregularities, leading to improved yarn quality. Manufacturers have implemented various mechanisms and techniques to minimize the negative effects of breaks and enhance the overall consistency of the rotor-spun yarn.
Despite the intermittent nature of yarn formation, rotor spinning remains a widely used method in the textile industry due to its high productivity, cost-effectiveness, and suitability for producing coarser yarns.