Table of Contents
Principle of Friction Spinning
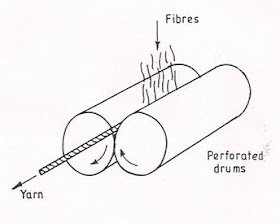
This process belongs to the open end group because the fibre strand (draw frame sliver) must be opened completely to individual fibres and then reassembled to a new strand (yarn). The formation of a new strand is carried out by using suction to bring the individual fibres in to engagement with the rotating open end of the yarn e.g. by perforated drums .Binding-in of fibres and imparting strength are effected by continual rotation of the yarn in the converging region of two drums. The rotation of the yarn arises from the rotary movement of the two drums and is generated by frictional contact at the drum surface. Yarn formed in the convergent region by collecting fibres and binding in the convergent region by collecting fibres and binding them in must be constantly withdrawn and wound to a cross-wound package. The fineness of the resulting yarn is determined by the ration of the mass of fibre feed per unit time by the ratio of the mass of the fibre feed per unit time to the withdrawal speed of the yarn; the number of turns is determined by the relationship between yarn revolutions and withdrawal speed.
Process of Friction Spinning
The operations to be carried out in this spinning process are the same as those required for rotor spinning:
- opening of the fibre strand
- collecting the fibres in to a new strand
- imparting strength by twisting
- withdrawing the resulting yarn
- winding to cross-wound package
They can be distinguished according to feed:
- Single-sliver feed
- multiple-sliver feed(Dref-2 and Dref-3)
Technological interrelationship of friction spinning
- Feed
- Opening
- Fibre transport
- Fibre collection
- Imparting twist
- Withdrawal and winding up
1) Feed– Multiple-sliver feed improves evenness but also leads to high costs and the need for a very high degree of opening.
2) Opening– Opening is performed as for rotor spinning. In this case also, straightening of the released fibres, and the degree of longitudinal orientation, exert a strong influence on the yarn characteristics.
3) Fibre transport– The fibres can move to the collecting device in free fight with or without guidance by a duct. Free flight of the fibres without guidance in a duct leads to fibre disorientation, which effects not only the yarn characteristics but also the spinning limit.
4)Fibre collection– The fibres are drawn by a suction air stream towards the collecting surface and open yarn end. In rotor spinning, the fibres are additionally accelerated during collection and are thereby straightened, but in friction spinning the opposite happen. The fibres come in to contact with a surface that is moving more slowly than they are. The result is fibre – buckling and deterioration in the fibre orientation. The fibres are bound in to yarn in a loop form;this effect is clearly visible in the yarn product and is more marked with longer fibres. The strength of friction – spun yarn is therefore lower than that of rotor-spun ones. In terms of flow directions,the fibres meet the drums and the open yarn end at right angles to the yarn-withdrawal direction(Dref), along that direction or against it.
5)Imparting twist– Imparting twist presents as great as those of collecting and binding-in.A strand of loose fibres must take up twist by means of friction on the drums but without the aid of high contact pressure on the drums. Transfer of rotation of the yarn is dependent on the coefficient of friction and the contact pressure; both these qualities are difficult to hold constant between spinning position and over time. In friction spinning, one revolution of the twisting element can generate several turns of twist. This result is obtained because of the large difference in diameter between the drums and the yarn.The transmission ratio is still greater for fine yarns(with a smaller diameter)than for course yarn .In the course of one drum revolution, the fine yarn therefore takes up more turns of twist than the course yarn.
6)Withdrawal and winding up– In contrast to most other spinning processes, yarn tension (hence end breakage rate) is very low in withdrawal from spinning zone .Tension therefore has no influence on the spinning limit .The yarn is wound up on cross-wound packages so that ,in comparison with conventional spinning ,rewinding is eliminated.
Advantages of Friction Spinning
- high delivery speed
- low yarn production cost
- elimination of rewinding
- low end -breakage rates
- yarn character similar to that of ring-spun yarn
- no wrapping fibres
- optically good mass evenness
- better handle than that of rotor spun yarn
- smooth yarn appearance
Disadvantages of Friction Spinning
- low yarn strength
- high tendency to snarl
- higher number of fibres needed in yarn cross-section
- high air consumption
- increase of unevenness and imperfections with increasing spinning speed.
DREF-2 Process
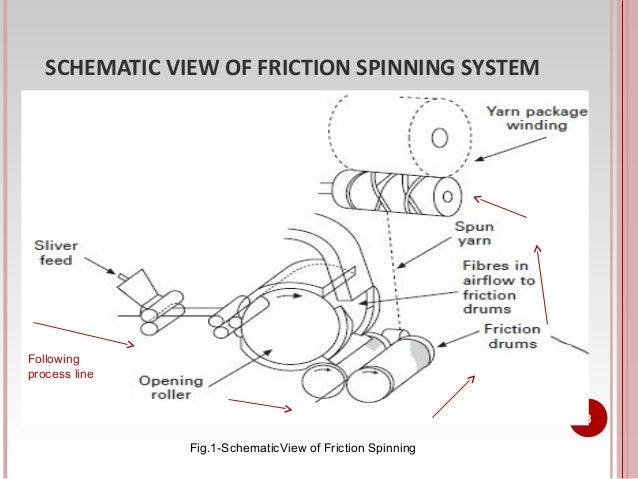
Dref-2 process shows that, after leaving a drafting arrangement, one or more drums clothed with sawteeth. While the drafting arrangement creates only a light drafting effect, the saw tooth roller opens the strand to individual fibres. The fibres separated in this way are lifted off the roller by a blower and form a cloud, descending towards two perforated drums. One suction stream per drum draws the fibres in to the convergent region between the drums.

The open end of the yarn project in to this zone and is also sucked towards the perforated drums. Since these rotate, the yarn also rotates in the convergent region.The newly arriving fibres contact the rotating yarn and are thereby caught and twisted in. It is only necessary to withdraw the yarn continuously to twist fibres newly arriving in the convergent region into a yarn. The internal structure of DREF 2 friction spun yarn is characterised by poor fibre orientation, buckled fibre configuration, loose packing of fibres associated with low tension during yarn formation.
It has been reported that 50% fibre extent in the yarn spun on a prototype friction spinning machine as against 90 – 95% in corresponding ring spun yarn and 70 – 80% in rotor spun yarn.The migration mechanism of friction spun yarn varies from ring spun yarn because fibres are applied more or less one at a time without the cyclic differential in tension. The principal tension might occur only after the yarn structure is already formed and the tensions acting on the fibre during assembly are likely to be very low. With the help of the data of relative radial position of fibres along the axial positions, they observed that the fibres in the friction spinning process move inwards radially towards the apex of the cone as they are assembled into yarn. These yarns exhibit a layer type of structure because the fibres are fed to the yarn tail at different positions along its length without tension.
As a result, some of the fibres appear at the yarn surface and others close to the yarn centre. The average helix angle of fibres in this yarn is substantially higher than that of fibres in ring, rotor and air jet yarns . The fibre undergoing ideal arrival is always situated with one end in the core area and the other end in the sheath area, indicating mostly one pass migration with very little reversal of direction.The microscopic observations of successive cross-section taken along the length of the yarn, reported that the fibre paths progress from yarn surface inwards towards the yarn core. There was no crossing or intermingling of fibres to give a well-locked yarn structure.The tip of the yarn tail is voluminous and unstable in the yarn-forming zone, and there is a cloud of fibres in the yarn tail. According to them the fibre mass in the vicinity of the tip of the yarn tail is a cloud of fibres rotating around a stationary yarn core. Also it is clear that the fibres in the yarn tail are arranged depending on the distribution of their orientation in the supplying sliver and the position fibres in the yarn depend on their position in the supplying sliver. The fibre positioned in yarn core has a smaller helix diameter and the fibre positioned in the yarn sheath has a bigger helix diameter. When a fibre is being wrapped about the core with a constant yarn axial velocity and constant rotational speed, the pitch or twist will be constant, but the fibre helix angle will increase as a function of the radial position. In fact, because the diameter of the yarn tail along the yarn axis varied in the yarn forming zone, each point of the yarn tail turns with a different rotational speed that is faster in the tip of the yarn tail. Thus a differential twist distribution between the inner and outer layer may form. It is found that the twist increases in the yarn centre by 2 – 2.5 times as compared with yarn surface.

Dref-2 is primarily suited to the production of course yarn and recycling yarns.
Specification of the Dref-2 process
- Spinning positions per machines: 6-48
- Deliver speed: 280m/min
- Raw material: wool, bast fibres, synthetic fibres
- Count range: Ne 0.18-5;120-3300 tex
- Feedstock: card sliver
- Yarn type: normal OE yarn
- Yarn characteristics: woollen- spun character, round, even
- Field of use: home textiles, carpets ,blankets, recycling products, technical product
- Advantage: spinning of waste, elimination of process stage
- Special features: recycling, production of effect yarn
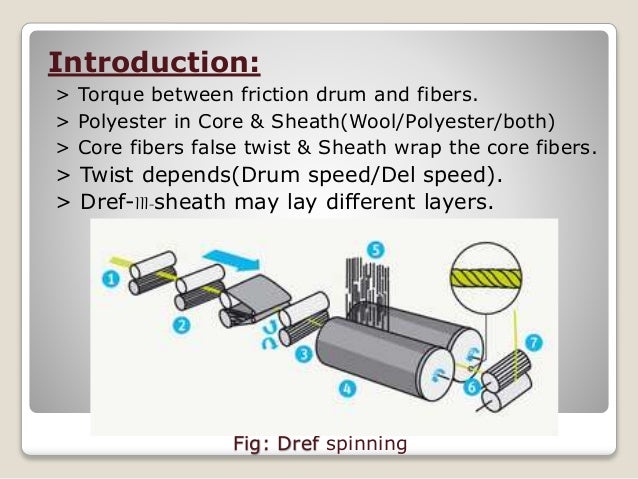
2)DREF-3 process: The dref-3 spinning system produces bundled yarn according to the friction-spinning principle. Basically,it is a Dref-2 process expanded to accommodate a drafting arrangement before the spinning drums.DREF-3 friction spun yarns have distinct core and sheath components and therefore exhibit a complex twist structure. The core consists of a filament or a bundle of staple fibres, which is false, twisted. The sheath fibres are wrapped helically over the core. The core fibres have a low level of twist but the packing density is maximum at the core and decreases towards the surface.It was found that, although theoretically the twist imparted to he continuous filament core is zero, there was some twist present in the filament both s and z direction in a short yarn length. As the yarn length increased, these twists tend to combine and cancel each other.It was observed that the twist distribution in a sheath is non linear, ie, the twist is not uniformly distributed along the length of the fibres.
The twist per unit length in leading end is less than that in the trailing end of the fibres. Variation in twist can be due to the sliver positioning in the feeding zone of the sheath fibres.A draw frame with a linear density of 2.5-3.5 ktex is passed into this three-line double-apron drafting arrangement. The strand resulting from the draft of about 100-150 proceeds from the delivery of the drafting arrangement to the convergent region between the two perforated drums.A pair of withdrawal rollers draws this strand through the convergent region of the perforated drums and out of the spinning zone.The coherent fibre strand is nipped at the withdrawal rollers and the drafting arrangement and is rotated between these points by a Pair of perforated drums , It is therefore false twisted between the nips.This means that turns of twist are present between the drafting arrangement and the drums,but not between the drums and the withdrawal rollers.If this state of affairs were to continue the strand would fall apart .Before this can happen,staple fibres are fed in free flight from above on to the convergent region.Owing to rotation of perforated drums,these moving strand.A bundled yarn is formed. The fibre cloud arriving from above issues from a second drafting arrangement with two opening rollers. This arrangement is fed with from four to six drawframe slivers H of linear density 2.5-3.5 ktex. From withdrawal rollers,the yarn passes to a winding unit. The yarn normally leaves the machine in the form of cross-wound packages.
Use of Raw material
All most all type of fibre material can be spun by this process,even those that present problems in other contexts,e.g. aramide and carbon fibres.Polyester and polyamide fibres are often used in the core and cotton in the envelope.The proportion of envelope fibres can lie in the range 15-60%.Even filaments can be bound in to the core to give core yarns.The usable range of fibre linear density is from 0.6 to 3.3 dtex.
Specification of the Dref-2 process
- Spinning positions per machines: 12-96
- Delivery speed: 300m/min
- Raw material: cotton/synthetic fibres
- Count range: Ne 3.5-18,33-165 tex
- Feedstock type: Draw frame sliver
- Type of yarn: bundled yarn
- Yarn characteristics:
few envelope fibre = ring spun yarn-yarn character,
many envelope fibres = rotor-spun yarn character - Field of use: Home textiles, sport and leisure clothing, outerwear, technical product.
- Advantage: Elimination of process stage
- Remarks: Simple production process
Frequently Asked Questions | FAQs
What is the process of friction spinning ?
Friction spinning is a textile spinning technique that involves the conversion of loose fibers into yarn using frictional forces. It is also known as rotor spinning or open-end spinning. The process of friction spinning can be described in the following steps:
Fiber Preparation: The first step is to prepare the fibers for spinning. The fibers used can be natural, such as cotton or wool, or synthetic, such as polyester or acrylic. The fibers are cleaned, opened, and mixed to create a homogeneous fiber blend.
Friction spinning is a textile spinning technique that involves the conversion of loose fibers into yarn using frictional forces. It is also known as rotor spinning or open-end spinning. The process of friction spinning can be described in the following steps:
Fiber Preparation: The first step is to prepare the fibers for spinning. The fibers used can be natural, such as cotton or wool, or synthetic, such as polyester or acrylic. The fibers are cleaned, opened, and mixed to create a homogeneous fiber blend.
Fiber Feeding: The prepared fibers are fed into the friction spinning machine. In this machine, a continuous supply of fibers is provided.
Fiber Retaining: The fibers are retained in the spinning machine using a rotating rotor. The rotor consists of a slotted tube or disc with small holes through which the fibers pass.
Frictional Force: The rotor starts rotating at a high speed, typically around 60,000 to 120,000 revolutions per minute (RPM). As the rotor spins, it creates a high-speed airflow around it, which generates a centrifugal force that pushes the fibers towards the rotor wall.
Fiber Entanglement: When the fibers come in contact with the rotor wall, they experience frictional forces that cause them to entangle and twist together. The frictional force is generated due to the difference in speed between the rotor and the fibers.
Yarn Formation: As the fibers entangle and twist, they form a continuous yarn structure. The yarn is continuously drawn out from the spinning machine and wound onto a bobbin or cone.
Yarn Finishing: The spun yarn may undergo additional processes like cleaning, twisting, or plying, depending on the desired properties and end-use requirements.
Friction spinning offers several advantages over traditional spinning methods, such as ring spinning. It is a faster process, requires less energy, and can handle a wider range of fibers, including short-staple and coarser fibers. The resulting yarn is typically coarser and less uniform compared to ring-spun yarn but is suitable for various applications, including denim, towels, and industrial fabrics.
What is the function of friction spinning ?
The primary function of friction spinning is to convert loose fibers into yarn. The friction spinning process offers several advantages and serves various purposes in the textile industry. The function of friction spinning is to provide a fast, versatile, and cost-effective method for producing yarns with unique characteristics, meeting the diverse needs of the textile industry.
What is the end use of friction spinning ?
Friction spinning produces yarns with specific characteristics that make them suitable for various end uses in the textile industry. While the applications can vary depending on the specific properties of the yarn, here are some common end uses of friction-spun yarns:
Denim Fabrics: Friction-spun yarns are commonly used in the production of denim fabrics. The coarser and less uniform nature of friction-spun yarns adds to the desired texture and appearance of denim, giving it a characteristic rugged and casual look.
Towels and Terry Fabrics: Friction-spun yarns are well-suited for the production of towels and terry fabrics. The yarns’ coarseness and ability to trap air contribute to the fabric’s absorbency and softness, making them ideal for bath towels, beach towels, and other absorbent textiles.
Industrial Textiles: Friction-spun yarns find applications in various industrial textiles, including filtration fabrics, geotextiles, and technical textiles. The strength and durability of the yarns make them suitable for demanding industrial environments where performance and longevity are crucial.
Upholstery and Home Textiles: Friction-spun yarns can be used in upholstery fabrics and home textiles such as curtains, drapes, and bedspreads. The textured and robust nature of the yarns adds visual interest and enhances the durability of these textiles.
Rugs and Carpets: Friction-spun yarns are utilized in the production of rugs and carpets. The yarns’ strength and ability to withstand heavy foot traffic make them suitable for these applications, ensuring the longevity and resilience of the finished floor coverings.
Industrial Sewing Threads: Friction-spun yarns can be converted into sewing threads for industrial sewing applications. The strength and stability of the yarns make them suitable for sewing heavy-duty materials like leather, canvas, and upholstery fabrics.
It’s worth noting that while friction spinning has unique applications, other spinning methods like ring spinning and open-end spinning are also extensively used in the textile industry, each catering to specific yarn requirements and end uses.
What is mechanism of yarn formation in friction spinning ?
The mechanism of yarn formation in friction spinning involves the following steps:
Fiber Retaining: In friction spinning, loose fibers are fed into the spinning machine and retained using a rotating rotor. The rotor consists of a slotted tube or disc with small holes through which the fibers pass. The rotor rotates at a high speed, typically around 60,000 to 120,000 revolutions per minute (RPM).
Frictional Force Generation: As the rotor spins, it creates a high-speed airflow around it. This airflow generates a centrifugal force that pushes the fibers towards the rotor wall.
Friction and Entanglement: When the fibers come into contact with the rotor wall, they experience frictional forces due to the difference in speed between the rotor and the fibers. This friction causes the fibers to entangle and twist together.
Twisting and Yarn Formation: As the fibers entangle and twist, they form a continuous yarn structure. The twisting action occurs due to the differential speed between the rotor and the fibers. The yarn is continuously drawn out from the spinning machine and wound onto a bobbin or cone.
The mechanism of yarn formation in friction spinning is primarily based on the generation of frictional forces between the fibers and the rotor wall. The high-speed rotation of the rotor, combined with the centrifugal force, helps to push the fibers towards the rotor wall and entangle them. The frictional forces generated due to the differential speed between the rotor and the fibers cause the fibers to interlock and twist, resulting in the formation of a yarn structure.
The yarn formed in friction spinning is generally coarser and less uniform compared to yarns produced by other spinning methods like ring spinning. However, friction-spun yarns have their own unique characteristics that make them suitable for specific applications in the textile industry.